1 序言
顶驱旋塞阀用于顶驱钻井装置,可分为顶驱 上旋塞阀和顶驱下旋塞阀两种,它们是与顶驱系统 配套使用的一种控制阀。通常情况下两个阀串接于 顶部驱动钻井装置上,该阀可承受来自上下两方向 的高压,其工作压力可达10000~15000psi(1psi= 0.006895MPa)。
阀体材质采用A I S I 4330V(以下简称4330V 钢),它是一种美国标准低合金高强度结构钢,相 当于国内牌号30CrNi2Mo VA,化学成分见表1。与其他钢种相比,4330V钢经过热处理后可获得更高 的屈服强度和冲击性能,且具有淬透性好、淬火变 形小、机械加工性能好等优点。因此,近些年在大 规格、复杂地质条件的钻井中,越来越多地选用这 种低合金高强度结构钢制作顶驱接头。
表1 4330V钢化学成分(质量分数) (%)

2 原热处理工艺
阀体需适应低温工作环境,主要承受大扭矩冲 击载荷。API spec7规范要求顶驱旋塞阀阀体-20℃ 低温冲击吸收能量平均值KV≥42J,单个KV≥32J
(试件取自阀体最后截面1/2壁厚处)[1]。普通调质 钢采用油淬调质工艺,很难满足API spec7规范对顶驱旋塞阀阀体-20℃低温冲击吸收能量的要求,而
AISI 4330V钢(国内对应牌号30CrNi2MoVA)能够满足。
某油田对顶驱旋塞提出的力学性能要求见表
2,其结构如图1所示。
表2 顶驱旋塞的力学性能要求
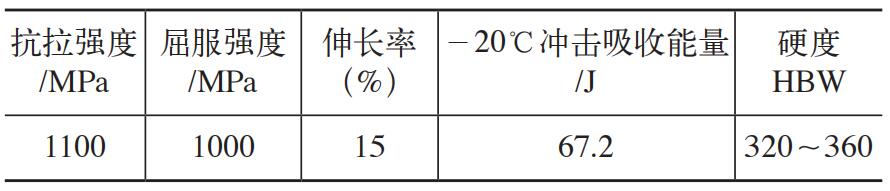
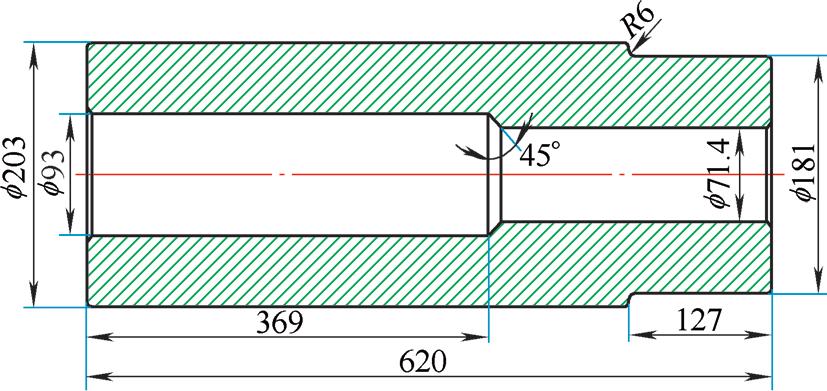
图1 顶驱旋塞结构
顶驱旋塞通常热处理工艺如下。
(1) 正火 920℃保温220min,空冷。目的是为了细化晶粒,消除带状组织,调整硬度,便于后 续机械加工。
(2) 调质 调质工艺在可控气氛箱式多用炉内完成。此材质淬透性较好,除大壁厚工件外常用调 质工艺为油淬+回火空冷,淬火冷却介质为快速光 亮淬火油,淬火后及时回火。淬火工艺:860℃保温180min,油冷25min;回火工艺:(630±20)℃保 温210min,空冷。
调质后,-20℃冲击吸收能量略低,不符合要 求,其他主要力学性能合格。
热处理工艺如图2所示。

a) 正火工艺
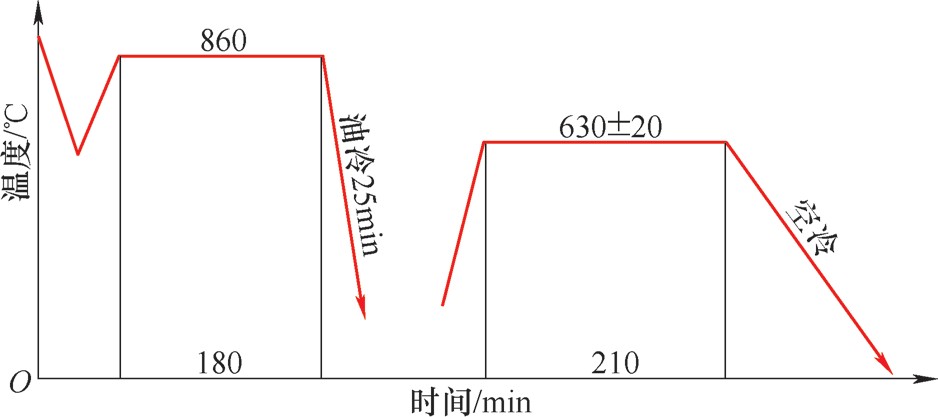
b) 调质工艺
图2 4330V钢顶驱旋塞原热处理工艺
3 热处理工艺改进
由于4330V钢属于刚被广泛应用的新型材料, 故关于其热处理工艺的介绍很少。为此,结合相关 资料和生产条件,我们对其正火和调质淬火工艺进 行了试验。
试验用原材料为东北特钢生产的4330V圆钢, 规格φ 210mm,其化学成分见表3。
表3 试验用4330V钢化学成分(质量分数) (%)

经多次试验,工艺改进如下。
(1) 正火 采用870~890℃加热,出炉后强制风冷。其目的是均匀组织,细化奥氏体晶粒。
(2) 调质 4330V钢的淬火温度范围较大,有关资料表明,在830~900℃淬火均可。根据工件有 效厚度,通过几次对比试验,最后确定温度为870~ 890℃,保温4~5h。
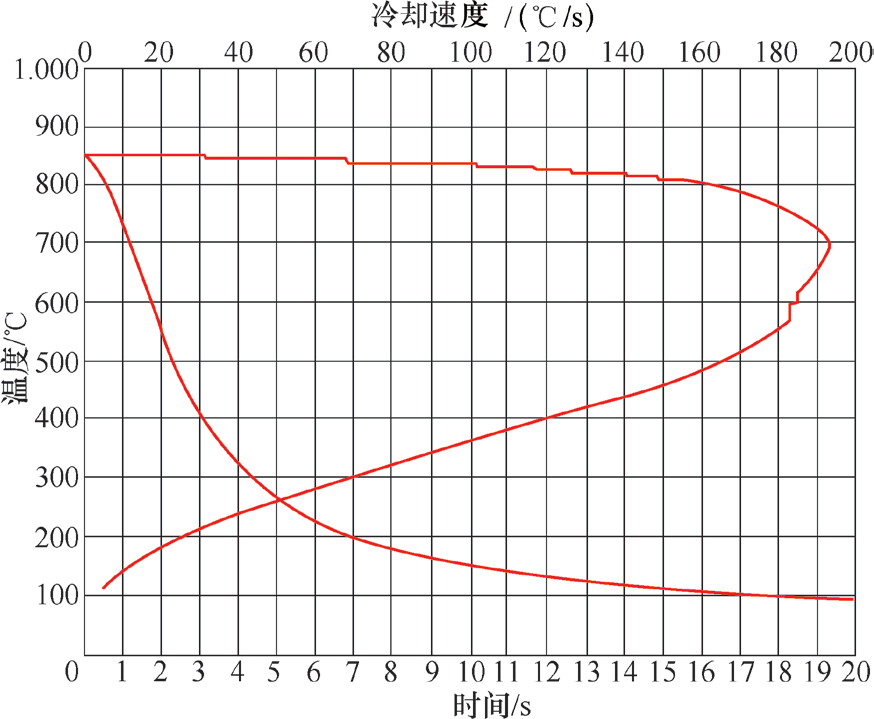
因4330V钢的w C仅为0.31%,所以冷却时需要快速冷却,但用水冷却易产生淬火裂纹,用油冷却 无法获得理想的心部硬度。因此,调整sencro-P75 水溶性淬火液的浓度至6%,并对淬火槽的搅拌设备 进行改造,配置了一组电动机功率为5.5k W、搅拌器转速为720r/min的淬火搅拌设备,进行循环、搅 拌,快速将工件冷却到40℃以下,最终保证淬火工 件表面硬度与心部硬度相差不大,即两处组织基本
相同,从而使工件的各项力学性能达到技术要求。 其中浓度6%的sencro-P75水溶性淬火液检测数据及 冷却性能曲线如图3所示[2]。
水溶性淬火液检测参数:介质温度30℃,环境 温度32℃,V max=194℃/s,V300=67℃/s,T Vmax= 698℃,t200=6.8s。
(3) 回火 淬火后及时回火。据相关资料介绍,4330V钢淬火后560℃回火强度最高,冲击吸收 能量最低;而在600~620℃回火时,能获得最佳的 强度、韧性匹配。经过多次试验,最终确定回火温 度为595℃、回火时间6~8h、出炉后水冷的热处理 工艺,以得到均匀细小的回火索氏体+铁素体+碳化 物的金相组织,使产品具有高强度和良好的韧性, 满足产品在恶劣地质条件下工作的严苛要求。

改进后热处理工艺如图4所示。
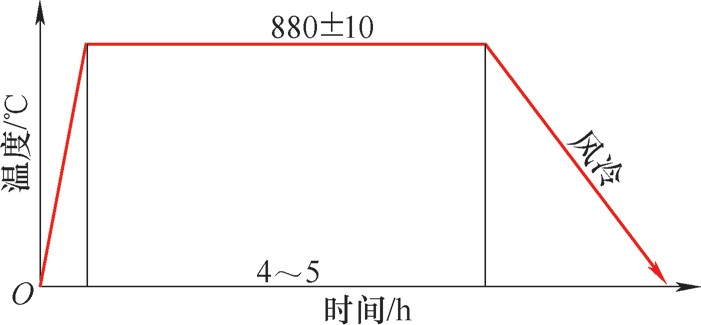
a) 正火工艺
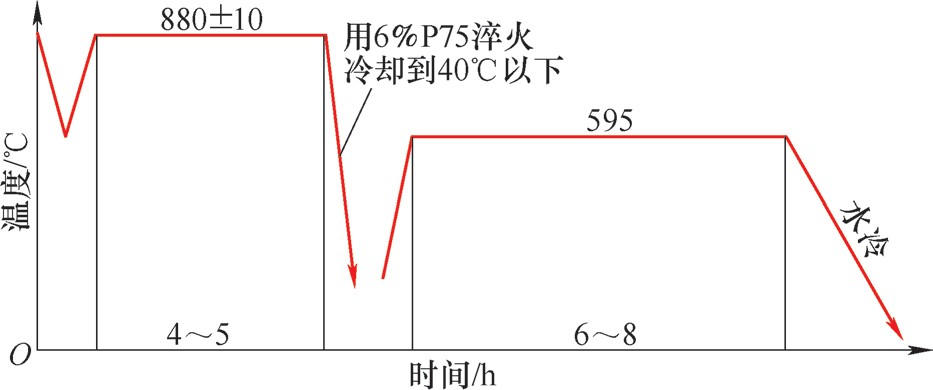
b) 调质工艺
图4 4330V钢顶驱旋塞改进热处理工艺
4 工艺改进后效果
顶驱旋塞力学性能检测结果见表4。
表4 顶驱旋塞力学性能检测结果
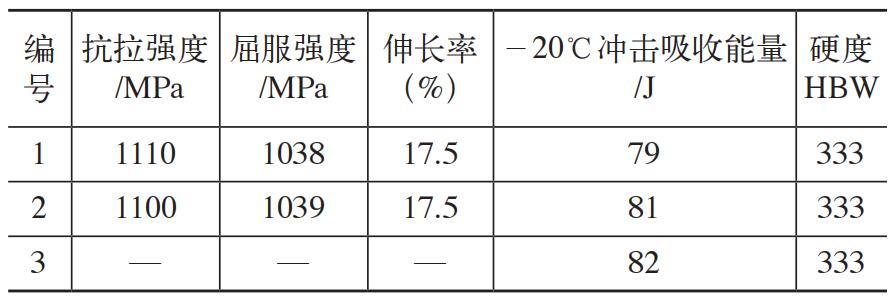
由表4可知,三组检测的各项力学性能指标均符 合要求。
5 结束语
1)通过4330V钢顶驱旋塞热处理工艺改进,采 用870~890℃正火+870~890℃淬火(保温4~5h)
+595℃回火(6~8h),可使工件满足API spec7规
范对顶驱旋塞阀阀体的力学性能要求。
2)据相关资料介绍,工件通过锻造比>4:1的 锻打,可打碎粗大的奥氏体晶粒,从而确保结构紧 密,夹杂物弥散分布,消除带状组织,减轻各向异 性。通过650℃回火+正火可以均匀组织,细化奥氏 体晶粒。此次试验材料为锻材,今后我们会进一步 试验,以探索更好的4330V钢热处理工艺,从而提 高产品性能与质量。
参考文献:
[1] 李如学,王瑞霄,聂海滨,等.改进调质工艺提高顶 驱旋塞阀阀体低温冲击性能[J].金属热处理,2013
(5):112-112.
[2] 赵丽,孟祥冰,刘道喜.水基淬火液冷却性能及其在 控时淬火技术上的应用[J].金属加工(热加工), 2021(2):82-83.
本论文发表于《金属加工-热加工》2021.12期



 188-6534-8305
188-6534-8305 


